舟山小型外圓磨床供應(yīng)商
將此少量磨損值經(jīng)過(guò)對(duì)刀放在刀具磨耗補(bǔ)正處。這里建議刀尖磨損值可放在磨耗補(bǔ)正處,但刀具的長(zhǎng)度補(bǔ)償值應(yīng)放在刀具長(zhǎng)度補(bǔ)償處。因?yàn)樵诔绦蛑腥缰付藫Q刀指令、刀補(bǔ)號(hào),程序先執(zhí)行換刀指令,再執(zhí)行刀具的長(zhǎng)度補(bǔ)償。而刀具的磨耗補(bǔ)正恰好相反,程序先執(zhí)行刀具的磨耗補(bǔ)正,后進(jìn)行換刀操作。如果磨耗補(bǔ)正值過(guò)大,刀具易撞在機(jī)床工作臺(tái)上發(fā)生危險(xiǎn)。Z軸檢驗(yàn)數(shù)控機(jī)床大多帶有圖形校驗(yàn)功能,但多為二維圖形校驗(yàn)。在數(shù)控銑床、加工中心中只能對(duì)X軸、Y軸圖形進(jìn)行校驗(yàn),Z軸值則無(wú)法圖形檢查。所以不能認(rèn)為,圖形正確程序就正確,還需對(duì)Z軸值進(jìn)行試驗(yàn),對(duì)G00或G01、G02等指令的使用進(jìn)行檢查,以免發(fā)生事故。程序加工在西門子系統(tǒng)進(jìn)行零件程序加工時(shí),需選擇對(duì)應(yīng)的程序名,如果操作人員在點(diǎn)擊了所要的程序后只按‘打開(kāi)’按紐,則顯示區(qū)的工作區(qū)內(nèi)顯示的為剛打開(kāi)的程序,但在其右上角顯示的仍為上一次自動(dòng)循環(huán)加工所選程序,此時(shí)若按“循環(huán)啟動(dòng)”命令,則加工程序?yàn)橛疑辖撬@示的程序,而不是剛剛打開(kāi)想要加工的程序(這點(diǎn)與常用的Windows操作系統(tǒng)習(xí)慣有所區(qū)別),而出現(xiàn)誤加工,甚至造成安全事故。正確操作是操作人員點(diǎn)擊了所要加工的程序后,須按“選擇”鍵確認(rèn)選擇該程序。操作人員經(jīng)考試合格取得操作證。精密的外圓磨床可以提供高精度的工件,但其操作需要專業(yè)的技能和經(jīng)驗(yàn)。舟山小型外圓磨床供應(yīng)商
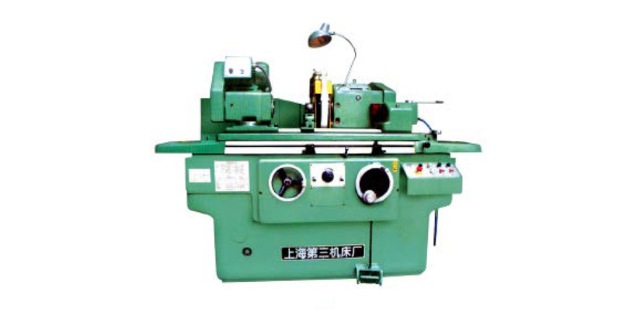
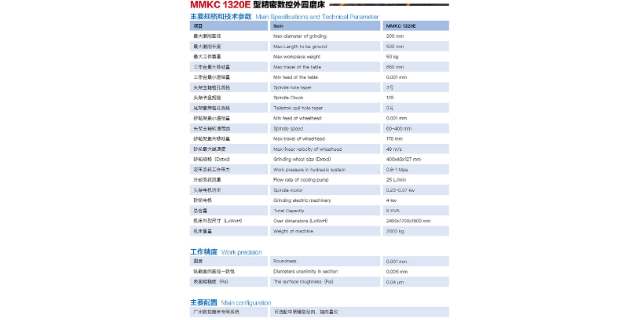
如較大時(shí)往往會(huì)造成測(cè)量尺寸小于*大實(shí)體尺寸的錯(cuò)覺(jué),而影響裝配質(zhì)量和工作性能。機(jī)床調(diào)整較復(fù)雜、費(fèi)時(shí),每更換不同直徑的工件就需沖調(diào)整托架高度,與距離及有關(guān)的工藝參數(shù)。故調(diào)整技術(shù)難度較大,不適宜小批及單件生產(chǎn)。各種機(jī)床形式多種多樣,為了提高產(chǎn)品的加工效率一定要選擇好合適的加工機(jī)床,才能事半功倍,保證好加工質(zhì)量。用于磨削圓柱形外表面的裝置數(shù)控外圓磨床是按加工要求預(yù)先編制程序,由控制系統(tǒng)發(fā)出數(shù)值信息指令進(jìn)行加工,主要用于磨削圓柱形和圓錐形外表面的磨床。數(shù)控外圓磨床一般具有通用化、模塊化程度高,高精度、高剛性、高效率及高適應(yīng)性等特點(diǎn)。根據(jù)數(shù)控外圓磨床類型的不同,適用于汽車、摩托車、空壓機(jī)、軸承、**、航空、航天等行業(yè)相關(guān)零件的批量加工。普通數(shù)控外圓磨床型號(hào):MK1320-520,MK1320-750,MK1332-1000,MK1332-1500,MK1332-2000。小型數(shù)控外圓磨床型號(hào):MK1308,MK1312。大型數(shù)控外圓磨床型號(hào):MK1350,MK1363,MK1380。數(shù)控端面外圓磨床型號(hào):MK1620,MK1632,MK1663數(shù)控外圓磨床是由床身、工作臺(tái)、砂輪架、頭架、尾架等部件組成。數(shù)控外圓磨床(3張)1、床身與工作臺(tái)床身采用大圓孔、魚(yú)翅形筋板,經(jīng)長(zhǎng)期使用,機(jī)床動(dòng)剛度、靜剛度均好。煙臺(tái)新釤外圓磨床維修現(xiàn)代外圓磨床采用數(shù)字化控制技術(shù),可以實(shí)現(xiàn)高精度的加工。

在程序編輯方式對(duì)當(dāng)前程序進(jìn)行修改或?qū)ζ渌绦蜻M(jìn)行后臺(tái)編輯;也可將控制方式選擇至“手輪方式”,通過(guò)搖動(dòng)手輪使刀具移動(dòng),從而改變加工點(diǎn)的位置。后臺(tái)編輯功能方便操作者在加工過(guò)程中對(duì)所加工的零件進(jìn)行修改,簡(jiǎn)化了操作過(guò)程。但這種簡(jiǎn)化,卻給安全操作帶來(lái)了一個(gè)嚴(yán)重隱患,在教學(xué)實(shí)踐中,易出現(xiàn)學(xué)生誤操作。當(dāng)控制方式選擇至“自動(dòng)循環(huán)”方式時(shí),如果機(jī)床卡盤未夾緊或尾架沒(méi)有頂出(即機(jī)床未準(zhǔn)備好)的情況,按下“循環(huán)啟動(dòng)”鍵,機(jī)床不操作。此時(shí)將控制方式選擇至“手工操作”,使機(jī)床卡盤夾緊、尾架頂出(即機(jī)床準(zhǔn)備好),則剛剛所選的“循環(huán)啟動(dòng)”命令有效,程序自動(dòng)執(zhí)行。如果此時(shí)操作者正在上料,手還未離開(kāi)工件,程序中又存在主軸啟動(dòng)指令,則操作者極易傷手,甚至可能出現(xiàn)嚴(yán)重安全事故。解決方法如下:生產(chǎn)廠家調(diào)整系統(tǒng)梯形圖,使“循環(huán)啟動(dòng)”鍵的啟動(dòng)條件改變,即需在“卡盤夾緊”、“尾架頂緊”都準(zhǔn)備好的情況下,在“自動(dòng)循環(huán)”或“MDI”方式下“循環(huán)啟動(dòng)”鍵才能發(fā)生作用,缺少其中任何一個(gè)都無(wú)效。“或”的關(guān)系轉(zhuǎn)換成卡盤夾緊→尾架頂緊→自動(dòng)方式→循環(huán)啟動(dòng)“并列”關(guān)系。不過(guò)這種更改將會(huì)使“后臺(tái)編輯功能”失去作用,對(duì)于操作者需要邊加工邊更改程序時(shí)會(huì)帶來(lái)困難。
確保了傳動(dòng)系統(tǒng)始終處于無(wú)間隙狀態(tài),從而可以獲得很高的曲線磨削精度。砂輪速度粗、精磨鋼質(zhì)軋輥25~35m/s粗、精磨冷硬鑄鐵軋輥20~25m/s超精磨削、鏡面磨削時(shí)15~20m/s。(2)工件(軋輥)速度粗磨時(shí)30~50m/min精磨時(shí)15~30m/min精密拋光磨削時(shí)10~15m/min當(dāng)磨削細(xì)長(zhǎng)輥?zhàn)訒r(shí)應(yīng)采用低速,尤其是磨削輥身尺寸小的光壓延輥時(shí),工件軋輥的速度小于10m/min。(3)拖板縱向進(jìn)給速度粗磨時(shí)240~600m/min;或取工件每轉(zhuǎn)拖板縱向進(jìn)給量約為砂輪寬度的2/3~3/4。精磨時(shí)80~200m/min;或取工件每轉(zhuǎn)拖板縱向進(jìn)給量約為砂輪寬度的1/4~1/2。(4)拖板每往復(fù)行程橫進(jìn)給量粗磨時(shí)橫進(jìn)給量應(yīng)根據(jù)軋輥的硬度和磨削輥面的直徑而定,一般取。對(duì)于材料硬、輥頸大的軋輥,應(yīng)減小橫進(jìn)給量。精磨時(shí)。精密拋光磨削時(shí)。操作規(guī)程1、操作人員經(jīng)考試合格取得操作證,方準(zhǔn)進(jìn)行操作,操作者應(yīng)熟悉本機(jī)的性能、結(jié)構(gòu)等,并要遵守安全和交接班制度。2、操作者必須根據(jù)磨床說(shuō)明書(shū)的要求,詳細(xì)了解并熟記各潤(rùn)滑部位,潤(rùn)滑方法及潤(rùn)滑油的種類、牌號(hào),按磨床潤(rùn)滑圖表的規(guī)定進(jìn)行給油保養(yǎng)。3、開(kāi)工前,應(yīng)按規(guī)定穿戴好防護(hù)用品,對(duì)照交接班記錄薄,對(duì)磨床各部位進(jìn)行詳細(xì)檢查,發(fā)現(xiàn)問(wèn)題應(yīng)及時(shí)逐級(jí)報(bào)告。正確的操作和維護(hù)外圓磨床可以延長(zhǎng)其使用壽命,降低運(yùn)行成本。
重新開(kāi)動(dòng)磨床時(shí),應(yīng)確認(rèn)各部無(wú)異狀后方準(zhǔn)開(kāi)車。9、磨床工作時(shí),應(yīng)注意各傳動(dòng)部分狀態(tài),如油溫和油壓是否正常;冷卻液是否暢通準(zhǔn)確地澆到工件上;油菜與電機(jī)的溫度是否正常,有否異狀異音有各操作手柄是否位置正確,各緊固件有否松動(dòng)位移等。10、禁止在工作臺(tái)面與油漆表面放置金屬物品。11、禁止在工作臺(tái)面及床體上敲打、拆裝、矯直工件。12、磨床發(fā)生事故后,應(yīng)保持現(xiàn)場(chǎng),切斷電源,迅速報(bào)告,妥善處理。13、工作完畢后,應(yīng)將砂輪退離工件,切斷總電源,各手柄放置在空位上。恢復(fù)磨床正常狀態(tài),做好日常保養(yǎng)。14、認(rèn)真填寫交接班記錄簿等有關(guān)記錄。外圓磨床分為切入式外圓磨床,端面外圓磨床和外圓磨床。切入式外圓磨床:當(dāng)工件磨削部位長(zhǎng)度小于砂輪寬度時(shí),砂輪只須作連續(xù)橫向進(jìn)給,不必與工件作相對(duì)軸向運(yùn)動(dòng),這種磨床的生產(chǎn)率較面外圓磨床:砂輪架繞豎直軸線斜置一個(gè)角度,并將砂輪表面修成與工件軸線平行和垂直的兩個(gè)磨削面,可同時(shí)磨削工件的外圓和軸肩端面,一般用于批量生產(chǎn)。外圓磨床:砂輪架附有內(nèi)圓磨削附件,砂輪架、頭架能繞豎直軸線調(diào)整一個(gè)角度,頭架上除撥盤旋轉(zhuǎn)外,主軸也能旋轉(zhuǎn)。這種磨床能擴(kuò)大加工范圍,磨削內(nèi)孔和錐度較大的內(nèi)、外錐面。外圓磨床的工作臺(tái)是支撐和固定工件的重要部件,必須具有高精度和高穩(wěn)定性。煙臺(tái)新釤外圓磨床維修
外圓磨床在加工過(guò)程中需要控制砂輪與工件的接觸壓力,以保持砂輪的形狀和精度。舟山小型外圓磨床供應(yīng)商
這項(xiàng)誤差的終結(jié)果是使主軸軸線與頭架、尾座中心連線發(fā)生偏移,在磨軸肩端面時(shí),將造成軸肩端面與工件軸線的垂直度誤差。磨外圓時(shí),將影響表面粗糙度,產(chǎn)生螺旋形磨紋。外圓磨床主要用于成批軸類零件的端面、外圓及圓錐面的精密磨削,是汽車發(fā)動(dòng)機(jī)等行業(yè)的主要設(shè)備。也適用于、航天、一般精密機(jī)械加工車間批量小,精度要求高的軸類零件加工。1、用于紡織紡紗行業(yè),粗細(xì)紗機(jī),并條機(jī),精梳機(jī),加彈機(jī)等上皮輥加工。2、用于生產(chǎn)制造辦公通訊設(shè)備行業(yè),傳真機(jī),復(fù)印機(jī),打印機(jī),刻字機(jī)等上膠輥加工。3、適用于印刷,食品,醫(yī)藥行業(yè)自動(dòng)輸送裝置上皮輥,塑料加工。操作人員經(jīng)考試合格取得操作證,方準(zhǔn)進(jìn)行操作,操作者應(yīng)熟悉本機(jī)的性能、結(jié)構(gòu)等,并要遵守安全和交接班制度。2、操作者必須根據(jù)說(shuō)明書(shū)的要求,熟記各潤(rùn)滑部位,潤(rùn)滑方法及潤(rùn)滑油的種類、牌號(hào),按磨床潤(rùn)滑圖表的規(guī)定進(jìn)行給油保養(yǎng)。3、開(kāi)工前,應(yīng)按規(guī)定穿戴好防護(hù)用品,對(duì)照交接班記錄薄,對(duì)磨床各部位進(jìn)行詳細(xì)檢查,發(fā)現(xiàn)問(wèn)題應(yīng)及時(shí)逐級(jí)報(bào)告,異狀未經(jīng)排除不得開(kāi)車工作。4、開(kāi)工前應(yīng)對(duì)下列部位進(jìn)行檢查:①油池中的油盆應(yīng)達(dá)到規(guī)定的油面高度;②調(diào)整皮帶松緊度是否合適;③防護(hù)罩和砂輪要裝卡牢固,位里正確。舟山小型外圓磨床供應(yīng)商
上海新釤機(jī)床有限公司是一家有著先進(jìn)的發(fā)展理念,先進(jìn)的管理經(jīng)驗(yàn),在發(fā)展過(guò)程中不斷完善自己,要求自己,不斷創(chuàng)新,時(shí)刻準(zhǔn)備著迎接更多挑戰(zhàn)的活力公司,在上海市等地區(qū)的機(jī)械及行業(yè)設(shè)備中匯聚了大量的人脈以及**,在業(yè)界也收獲了很多良好的評(píng)價(jià),這些都源自于自身的努力和大家共同進(jìn)步的結(jié)果,這些評(píng)價(jià)對(duì)我們而言是比較好的前進(jìn)動(dòng)力,也促使我們?cè)谝院蟮牡缆飞媳3謯^發(fā)圖強(qiáng)、一往無(wú)前的進(jìn)取創(chuàng)新精神,努力把公司發(fā)展戰(zhàn)略推向一個(gè)新高度,在全體員工共同努力之下,全力拼搏將共同上海新釤機(jī)床供應(yīng)和您一起攜手走向更好的未來(lái),創(chuàng)造更有價(jià)值的產(chǎn)品,我們將以更好的狀態(tài),更認(rèn)真的態(tài)度,更飽滿的精力去創(chuàng)造,去拼搏,去努力,讓我們一起更好更快的成長(zhǎng)!
本文來(lái)自雅拓電氣有限公司:http://www.djg489.com/Article/79c43199489.html

本地工業(yè)顯示屏銷售
如何選擇合適的工業(yè)/液晶顯示屏:三、亮度亮度是指屏幕顯示的亮度,通常用cd/m2來(lái)表示。在不同的應(yīng)用場(chǎng)景中,需要的亮度也不同。例如,在室外環(huán)境下需要更高的亮度,而在室內(nèi)環(huán)境下則可以選擇較低的亮度。因此 。
干粉給料系統(tǒng)是一種重要的工業(yè)加料設(shè)備,它由配料系統(tǒng)和輸送系統(tǒng)等組成,能夠?qū)⒏鞣N原料按照設(shè)定的配比進(jìn)行計(jì)量和混合,并將干粉物料穩(wěn)定地輸送至下一個(gè)處理裝置。這種系統(tǒng)在食品加工、化工、醫(yī)藥、建筑和農(nóng)業(yè)等領(lǐng)域 。
伺服電機(jī)和步進(jìn)電機(jī)是兩種不同類型的電機(jī),它們的工作原理、性能和應(yīng)用場(chǎng)景都不同。因此,伺服電機(jī)不能直接代替步進(jìn)電機(jī)使用。首先,伺服電機(jī)是一種閉環(huán)控制系統(tǒng),能夠?qū)崿F(xiàn)精確的位置、速度和轉(zhuǎn)矩控制,具有高精度、 。
STMB和STW都是滑臺(tái)氣缸的型號(hào),它們的區(qū)別如下:1.結(jié)構(gòu)不同:STMB滑臺(tái)氣缸的結(jié)構(gòu)為雙桿式,即氣缸兩端都有桿,可以承受較大的負(fù)載;而STW滑臺(tái)氣缸的結(jié)構(gòu)為單桿式,只有一端有桿,負(fù)載能力相對(duì)較小。 。
垃圾分類房是一種專門用于垃圾分類處理的設(shè)施,它具有以下主要功能:首先,垃圾分類房能夠提供方便的垃圾分類服務(wù)。人們可以將不同類型的垃圾投入到相應(yīng)的垃圾桶中,便于對(duì)垃圾進(jìn)行后續(xù)的處理和回收。這有助于減少垃 。
DAC7612U/2K5是一款16位數(shù)字模擬轉(zhuǎn)換器DAC),具有低噪聲、高精度、低失真等特點(diǎn),適用于各種需要高精度模擬信號(hào)輸出的應(yīng)用。該IC采用24引腳SOIC封裝,具有較小的體積和較低的功耗,可實(shí)現(xiàn) 。
膜結(jié)構(gòu)是一種獨(dú)特的建筑形式,它利用強(qiáng)度柔性薄膜材料和支撐體系相結(jié)合,形成具有空間形態(tài)的建筑結(jié)構(gòu)。膜結(jié)構(gòu)建筑具有輕盈、透光、耐久、環(huán)保等優(yōu)點(diǎn),被廣泛應(yīng)用于各種公共建筑、體育場(chǎng)館、交通設(shè)施等領(lǐng)域。膜結(jié)構(gòu)建 。
全倒裝COB顯示屏采用全倒裝封裝技術(shù),這種技術(shù)可以有效減少亮度差異和色差問(wèn)題。全倒裝封裝技術(shù)是一種新型的封裝技術(shù),它可以將芯片直接封裝在PCB板上,從而減少了芯片和PCB板之間的連接,降低了信號(hào)傳輸?shù)?。
視頻會(huì)議在未來(lái)的發(fā)展中可能會(huì)變得更加高效和靈活,以下是一些可能的技術(shù)和策略,隨著云計(jì)算技術(shù)的不斷發(fā)展,通過(guò)將視頻會(huì)議服務(wù)部署在云端,用戶可以隨時(shí)隨地通過(guò)互聯(lián)網(wǎng)參加會(huì)議,無(wú)需安裝任何軟件或硬件設(shè)備。同時(shí) 。
美炊集成灶ZKF2是一款左烤右蒸的集成灶。與傳統(tǒng)的集成灶不同,美炊蒸烤分體集成灶ZKF2是一種新型專利產(chǎn)品,采用雙內(nèi)膽設(shè)計(jì),分為蒸和烤兩個(gè)部分。可同時(shí)蒸和烤食物,不僅省時(shí),還省電。內(nèi)膽選用304食品級(jí) 。
進(jìn)行質(zhì)量檢測(cè)和驗(yàn)收是確保定制禮品質(zhì)量的重要環(huán)節(jié)。在供應(yīng)商交付產(chǎn)品之前,可以進(jìn)行質(zhì)量檢測(cè)和驗(yàn)收,以確保產(chǎn)品的質(zhì)量符合要求。質(zhì)量檢測(cè)可以通過(guò)抽樣檢測(cè)的方式進(jìn)行,對(duì)產(chǎn)品的外觀、尺寸、材料等方面進(jìn)行檢測(cè)。同時(shí) 。